- Autocare is your one stap solution for all auto repair needs!
- Get a Free Auto Checkup Now
24/7 Support 0977259032
Crankshaft Grinding
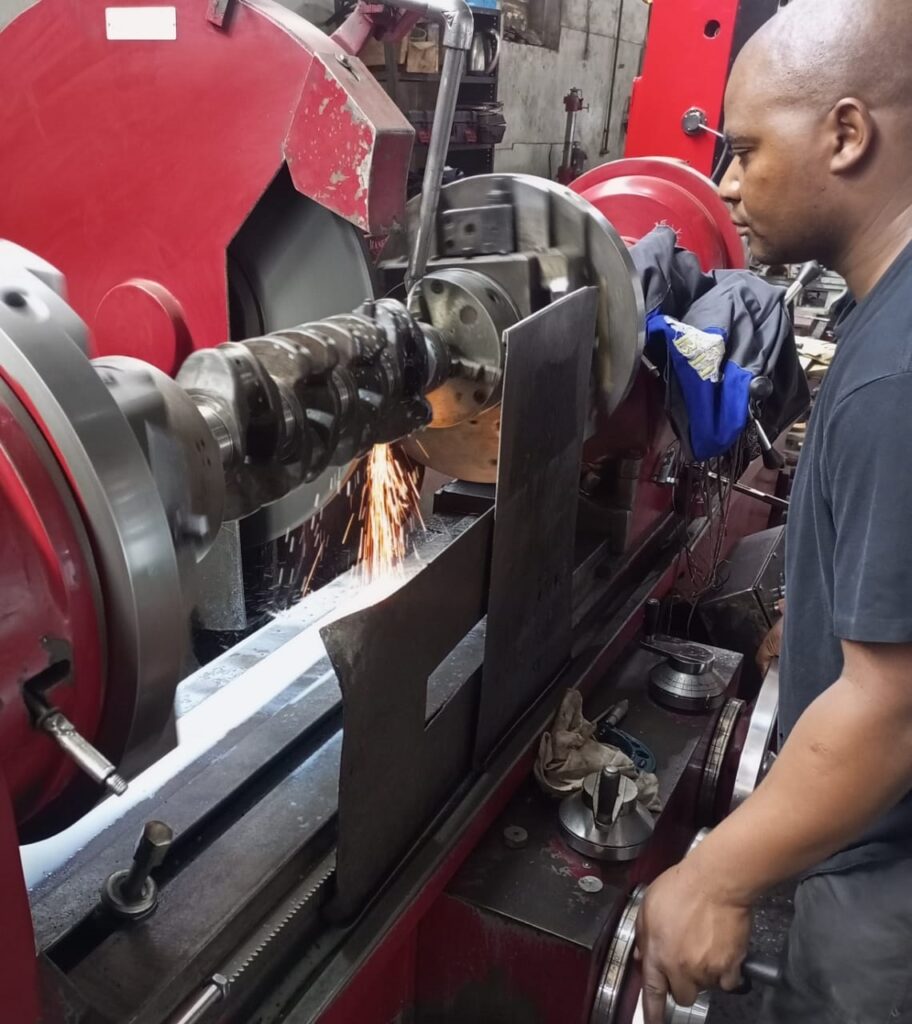
Grinding the crankshaft is a relatively straight-forward process. The crankshaft nose is placed into the head stock chuck and the crankshaft flange (in some cases the crankshaft seal surface) is secured in the tail stock chuck. At which point the main journals can be ground. The rod journals are ground after the machine is set to the proper stroke and after the counter weights are set. After the crankshaft is ground, the oil holes are chamfered and deburred. Then, the crankshaft is polished with a fine grit belt to achieve a satisfactory micro finish which will enable the crankshaft to be in good working condition.
ENGINE BLOCK RE-BORING & RE-SLEEVING
A cylinder is the central working part of a reciprocating engine, the space in which a piston travels. An engine job or re-bore is a process in which the cylinders are machined out to a slightly larger diameter, and new sleeves and piston rings installed.
CYLINDER HEAD SKIMMING
Over time, or through overheating, some heads can become slightly twisted, warped, dished or
damaged by corrosion. We are able to resurface or skim the cylinder head to bring it back into
tolerance and create perfect sealing.
CON ROD STANDARDIZING
In a reciprocating piston engine, the connecting rod or conrod connects the piston to the crankshaft. Together with the crank, they form a simple mechanism that converts reciprocating motion into rotating motion. After a long run, conrods wear out hence in need of standardizing.
